Anycubic Kobra 2 - 3D pisač iz snova – za profesionalce i hobiste

Nakon nedavno testirane Kobre Neo, kao ekskluzivnu na test smo dobili Kobru 2 koji se tek treba pojaviti u prodaji, i to ovaj mjesec na tržištu SAD-a, a na EU tržištu tek od lipnja. Ukratko – 3D pisač koji radi onako kako nevježe prikazuju 3D pisače u filmovima – pošalješ nešto na ispis i to se ispiše zahvaljujući izuzetnom sustavu automatske nivelacije. I sve to po cijeni donedavno nezamislivoj za ovu razinu 3D ispisa
| Proizvođač | Anycubic |
| Dimenzije | 440x 435 x 486 mm |
| Ispisni volumen | 220 x 220 x 250 mm |
| Sučelje | USB-C, microSD kartica |
| Niveliranje | Automatsko* LeviQ 2.0 |
| Ekran | 4,3", kolor |
| Filamenti | PLA, ABS, ASA, TPU, PETG i drugi |
| Mlaznica | 0,4 mm |
| Rezolucija | 0,05-0,38 mm |
| Ispisna glava | Direktni ekstruder, 260 C |
| Ispisna podloga | Magnetska, do 110 C |
| Ukupno | Izuzetno lagan za korištenje, brz, tih i precizan za hobističku i profesionalnu upotrebu |
Ukoliko ste čitali test Anycubicove Kobre Neo, znate da smo bili ugodno iznenađeni pa i više od toga – dali smo mu nagradu Bugov izbor iz jednostavnog razloga jer po nevjerojatnoj cijeni daje ono što su do sada nudili samo dvostruko skuplji 3D pisači.
Sada za Kobru 2, i to nakon nekoliko tjedana intenzivnog testiranja i korištenja, možemo reći da za izuzetno prihvatljivu cijenu nudi ono što nitko drugi ne nudi niti u dvostruko skupljoj kategoriji 3D pisača. Pri tome prvenstveno mislimo na posve automatizirano niveliranje podloge, točnije, poravnavanje ispisne glave s podlogom gdje nakon ovoga procesa nije potrebno unositi bilo kakve ručne korekcije z osi ispisne glave.
S obzirom da znamo da je 3D ispis još uvijek za većinu čitatelja i potencijalnih korisnika nepoznanica, objasnit ćemo što pod time mislimo.
Nivelacija – pradavni test strpljivosti
Apsolutno najvažniji čimbenik za uspješan 3D ispis je pravilno podešavanje razmaka ispisne glave od ispisne podloge. Naime, 3D ispisi i u najboljem slučaju ne „ispadnu“ uvijek uspješno. Znate ono kad kuhar/ica kaže da jelo nije „uspjelo“? E, tako vam je i sa 3D ispisom. Dok kod 2D ispisa praktično nema slučaja da nam „nije uspio“ (u najgorem slučaju, ako nestane tinte, tonera ili papira, stavimo novo jedno, drugo ili treće i ispis se izvrši kako i treba), čak i kod najiskusnijih korisnika 3D pisača, u što ubrajamo i komercijalne radionice za 3D ispis, povremeno se dogodi da neki ispis „ne uspije“.
Iako uzroka može biti više, najčešći je odvajanje ispisa od ispisne podloge, a dva glavna uzroka ovome su nečista (masna) podloga na koju se rastopljena plastična masa slabije lijepi i slabo izvedena nivelacija podloge.
Do prije nekoliko godina većina FDM 3D pisača u nije imala bilo kakve sonde za automatiziranu nivelaciju. U osnovi se od korisnika očekivalo da manje ili više razrađenim ručnim načinom niveliranja podese visinu ispisne podloge u odnosu na najdonju točku ispisne glave tako da je razmak ispisne glave i ispisne podloge manje-više čitavom svojom površinom uvijek jednak – oko 0,2 milimetra. Radi se, dakle, o dosta preciznom mehaničkom poravnavanju. K tome, ako mislite da je dovoljno podesiti ovaj razmak u jednoj točki – recimo u donjem lijevom kutu ispisne podloge, varate se, jer vam nitko ne jamči da su sva četiri kuta na istoj visini - ako govorimo o takozvanim kartezijanskim 3D pisačima; delta pisači ispisuju na okruglim podlogama. Zbog toga su u kutovima s donje strane ispisnih podloga donedavna bili obavezni i vijci za podešavanje visine podloge.
Međutim, da bi se stvari dodatno zakomplicirale, čak i kada namjestimo (pod)jednaku udaljenost ispisne glave od podloge u kutovima, to nam i dalje ništa ne govori kako stvari stoje s ostatkom površine ispisne podloge. Naime, u praktički svim slučajevima koje je ovdje potpisani vidio, sve ispisne podloge imaju blagu zakrivljenost odnosno neravnine, oku uglavnom nevidljive (osim ako baš ne „škicate“ u samoj razini podloge), ali za relativno male tolerancije koje trpi 3D ispis, vrlo bitne.
Dakle, ne samo da moramo nivelirati kutove u odnosu na ispisnu glavu, već i ispisnu glavu u odnosu na neravnine podloge.
Ovo se, pak izvodi tako da firmware pisača, bez obzira ima li kalibracijsku sondu (u tom slučaju je onda barem taj dio automatiziran) ili ne, ima mogućnost pravljenja visinske mape podloge u odnosu na glavu. Ovo se obično radi (ako nema sonde i radimo sve ručno) u 9 točaka na podlozi jednako međusobno razmaknutih (matrica od 3 reda i 3 stupca), ali moguće je manje ili više uzoraka. Na osnovu ovih podataka, firmware tijekom ispisa interpolira koja bi visina podloge trebala biti za one međutočke za koje nema izravna mjerenja.
S proliferacijom sondi za niveliranje i njihovim uključenjem u standardnu opremu 3D pisača, nivelacija (uzorkovanje podloge) obično se vrši u matrici 5*5 točaka (ovisno o firmwareu i veličini podloge – što je podloga veća, trebalo bi napraviti i veću matricu mjerenja), što daje bitno veću stvarnu razlučivost stanja ispisne podloge, a kako je sve automatizirano, daleko je brže i manje stresno za korisnika.
Međutim, i nakon izvršene nivelacije/kalibracije sondom, kako je sada riješena u FDM pisača u većini slučajeva, radi se zapravo samo o mjerenju udaljenosti ispisne podloge od kalibracijske sonde, a ne od vrha ispisne sapnice. Posljedica je ovo činjenice da su nivelacijske sonde zadnjih godina uglavnom dodavane na postojeći dizajn 3D pisača koji su izvorno bili zamišljeni bez mogućnosti automatske nivelacije, pa stoga nije ni smišljen nekakav sistem po kojemu bi razlika udaljenosti vrha ispisne sapnice od podloge u odnosu na udaljenost nivelacijske sonde od podloge bila standardizirana, odnosno poznata firmwareu pisača.
Dakle, niveliranje korištenjem sonde sada je u ogromnoj većini slučajeva samo prvi korak do kalibriranja ispisa. Potrebno je još podesiti i z-offset – stvarnu udaljenost ispisne sapnice od ispisne podloge, koja varira od pisača do pisača, čak i kad se radi o istim pisačima istog proizvođača – na različitim primjercima istog modela isto proizvođača uobičajeno je da se z offset razlikuje u barem nekoliko desetina mikrona, pa čak i milimetar-dva..
Dakle, niveliranje je u većini slučajeva zapravo samo snimanje visinske mape ispisne podloge, a od korisnika se očekuje da dovede ispisnu glavu na potrebnu udaljenost od same podloge.
Srećom, Kobra 2 dokida ovakvo mučenje dostojno pećinskih ljudi.
Stisni i ispisuj
Kobra 2 je prvi 3D pisač u ovoj cjenovnoj kategoriji kojega smo vidjeli da su mu zapravo i kalibracija i nivelacija posve automatski i nakon njih korisnik ne treba podešavati nikakav z-offset. Dovoljno je samo pokrenuti ispis. I prvi sloj (i svi ostali) ispadne savršeno – daleko bolje nego će 90% nas ikada ručno kalibrirati svoj 3D pisač.

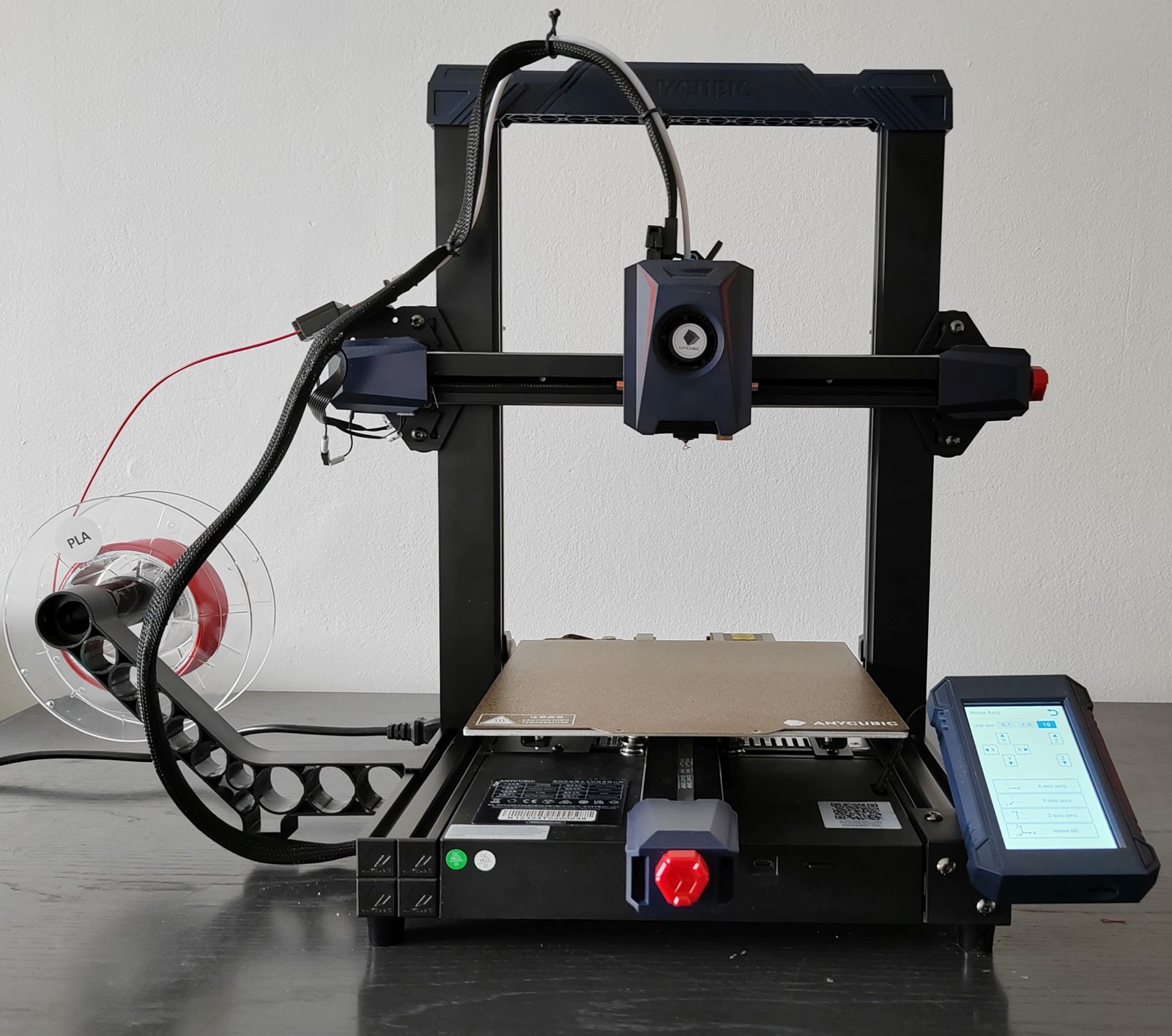
Razlog tomu je LeviQ 2.0 sistem kalibracije koji pored sada uobičajene kalibracijske sonde (u ovom slučaju induktivni senzor koji stvara magnetsko polje i mjeri interferenciju u polju koje stvara metal u PEI podlozi na koju ispisujemo) ima i pametni kompenzacijski modul offseta z-osi. Modul se nalazi na stražnjoj strani podloge i sastoji se od dva dijela – bijelog silikonskog dugmeta s desne strane i prekidača s lijeve strane koji je apsolutno poravnat s ispisnom podlogom (na slici stoga jer je snimana sa stražnje strane pisača dugme je lijevo, a prekidač desno).

Kompletan proces je fascinantan u svojoj jednostavnosti i pouzdanosti. Ponavljali smo ga više puta samo da vidimo hoće li kalibracija negdje pogriješiti jer se radi o pisaču koji još nije u prodaji i očekivali smo bugove u firmwareu i softveru općenito, ali sve je svaki puta radilo bez greške.
Pisač je uredno proizvodio savršeni prvi sloj bez obzira bio na ravnoj podlozi ili namjerno malo nakošenoj (podmetnuli bismo knjigu pod jednu stranu pisača da vidimo hoće li ga to zbuniti – nije uspjelo), a kako više ne postoje nikakvi vijci s donje strane ispisne podloge za podešavanje njene visine, ne može se dogoditi da se usred ispisa neki pomakne i poremeti kompletnu kalibraciju.
Ovo je prvi puta da smo na novome pisaču nakon kalibracije samo umetnuli SD karticu s datotekom i ispisali je. Bez podešavanja z-offseta i dodatnog finog podešavanja nakon prvog ispisa. Jednostavno, toliko bitan prvi ispisni sloj s LeviQ 2.0 sistem je savršen – niti pretjerano stisnut (famozni „squish“ prvog sloja kojemu često pribjegavamo jer je bolje i da je prvi sloj malo pritisnut nego da je nedovoljno blizu podloge) niti visi u zraku. A sve automatski.
Brzi Gonzales
Kobra 2 je i jedan od najbržih FDM pisača koje smo ikada imali na testu ili koristili. Iako se većina 3D pisača zna hvaliti brzinama ispisa od 100 i 150 mm/s (ako ne računamo Voron coreXY pisače koji idu i do 1000 mm/s, pa i više), ovo je prvi pisač u ovoj kategoriji koji stvarno ispisuje na 150 mm/s i to savršeno (pogledati primjerke ispisa pravljene na ovoj brzini) bez „ringinga“ i „bandinga“ karakterističnog za ispise kada su postavljene brzine ispisa previsoke.
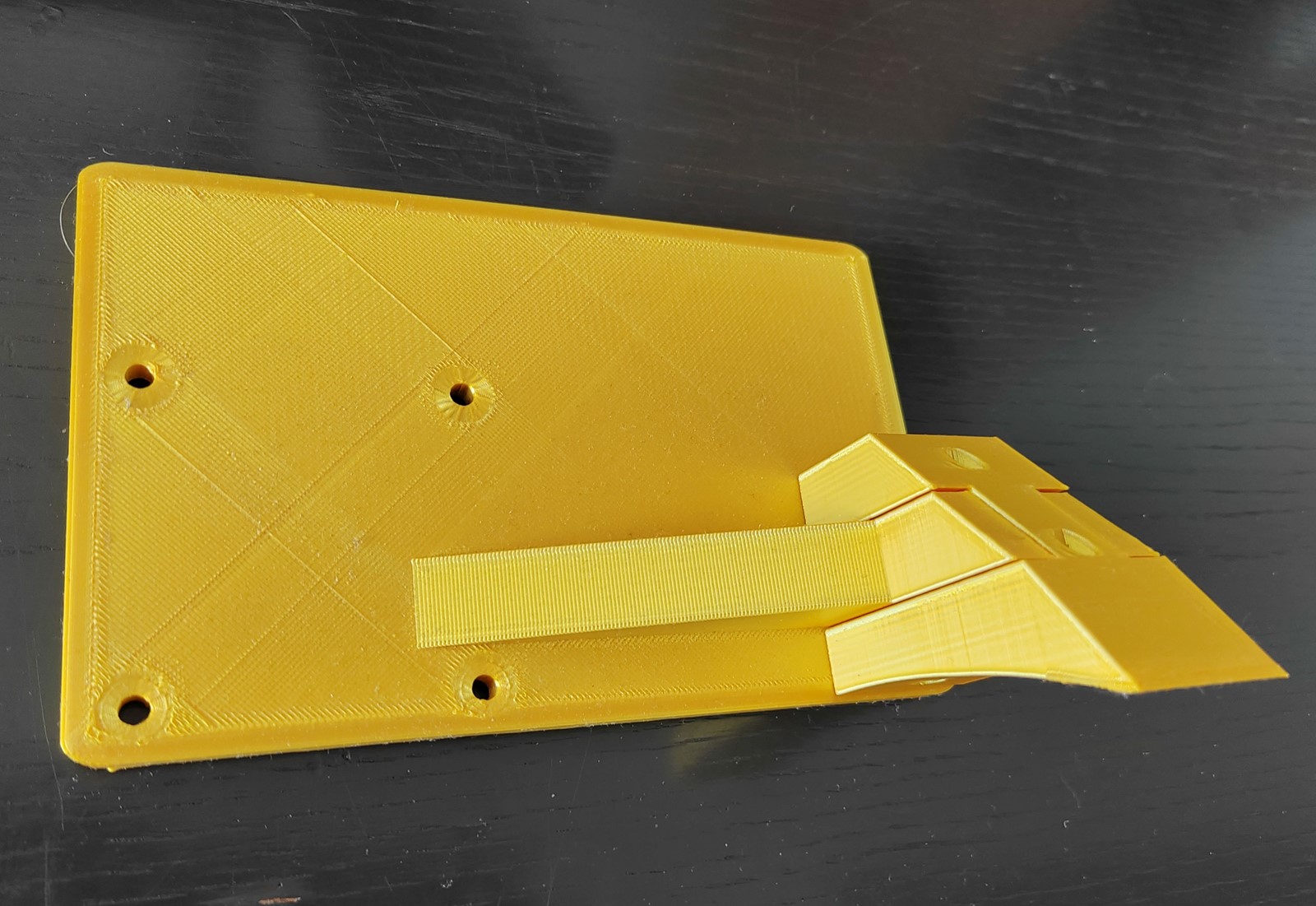
Dapače, podržana brzina ispisa ide i do 200 mm/s, iako ovo ne bismo preporučili za ispise visoke razlučivosti. Međutim, pravite li neke funkcionalne dijelove većeg formata - u našem slučaju radilo se o stalku za monitor/tablet - slobodno možete koristiti i ovu najveću brzinu – bočne stranice ispisa neće biti najljepše na svijetu (ali ni baš jako loše, da budemo iskreni – vidjeli smo ispise i s četiri puta manjim brzinama na drugim pisačima koji izgledaju lošije od toga – pogledajte primjere ispisa na Thingiverseu od prije svega nekoliko godina) i dobit ćete posve funkcionalni dio bez uporabnih nedostataka.
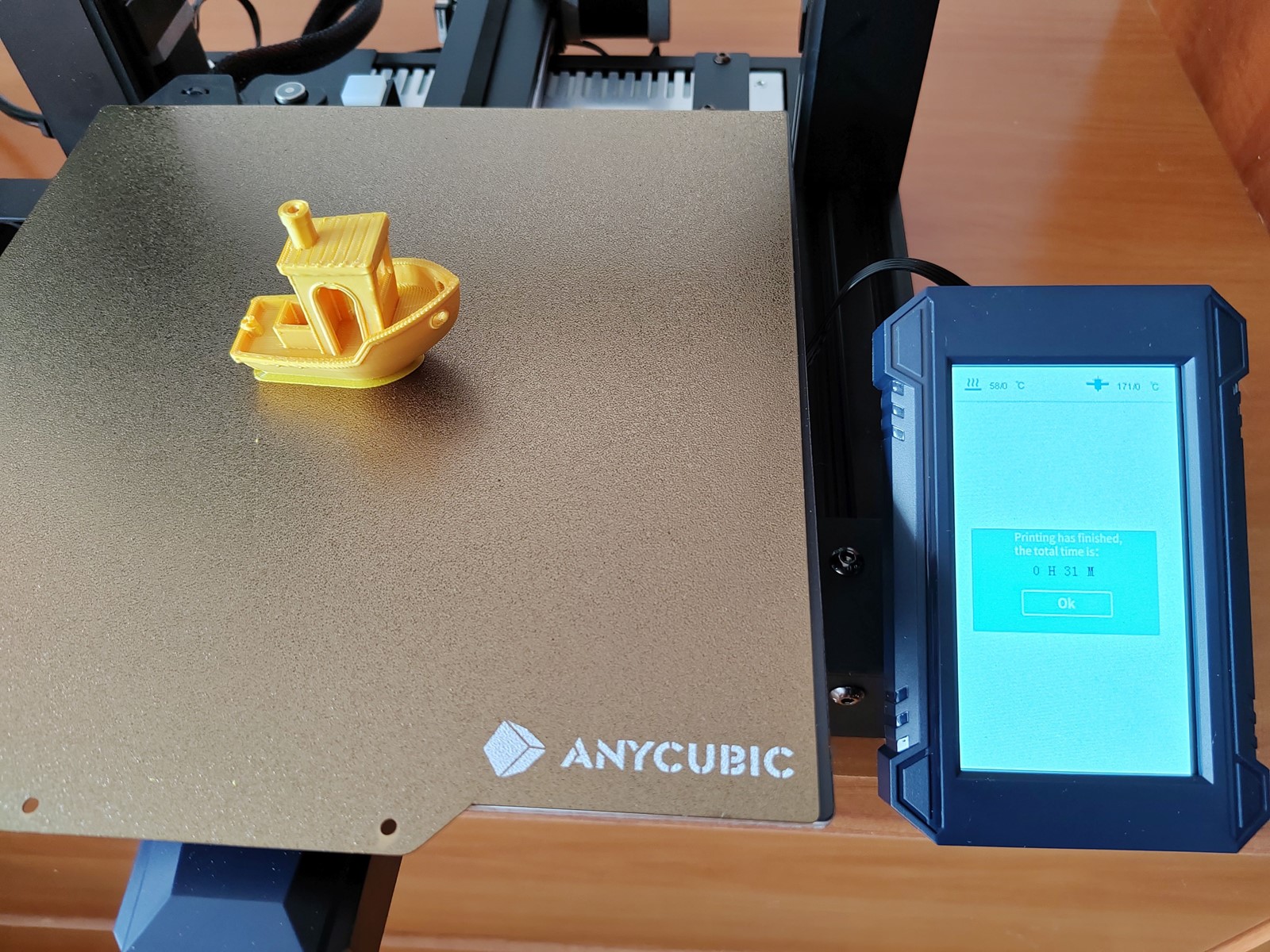
Među testnim datotekama na priloženoj SD kartici koja se dobiva uz pisač bile su i već dvije unaprijed pripremljene .gcode datoteke 3D Benchyja: 0.2-0.38 mm (varijabilna visina ispisa koju podržava Prusa Slicer) i 0.28-0.3 mm. Za 30-tak minuta dobili smo dva vrhunska ispisa ovog čuvenog testnog brodića i nismo uspjeli primijetiti neku uočljivu razliku u kvaliteti ispisa ove dvije verzije osim uobičajenih vrlo sitnih nasumičnih sitnih razlika koje su uobičajene kod višestrukog 3D ispisa čak i identičnih .gcode datoteka – prvenstveno tragovi z-seama – točke u kojoj ispis prelazi s jednog sloja na novi sloj.
Usput, iako je u zadnje vrijeme dosta priče o 32-bitnom Klipperu kao idealnom firmwareu za 3D ispis, Kobra 2 i dalje koristi Marlin za svoj firmware što nas dovodi do očitog zaključka kako je kvaliteta komponenti – matične ploče, drivera stepper motora i kvaliteta samih stepper motora i dalje izuzetno važan dio ukupne kvalitete ispisa pisača – Kliper može pomoći, posebno kod povećanja brzine ispisa i lakšeg podešavanja firmwarea od strane korisnika, ali nije univerzalno rješenje.
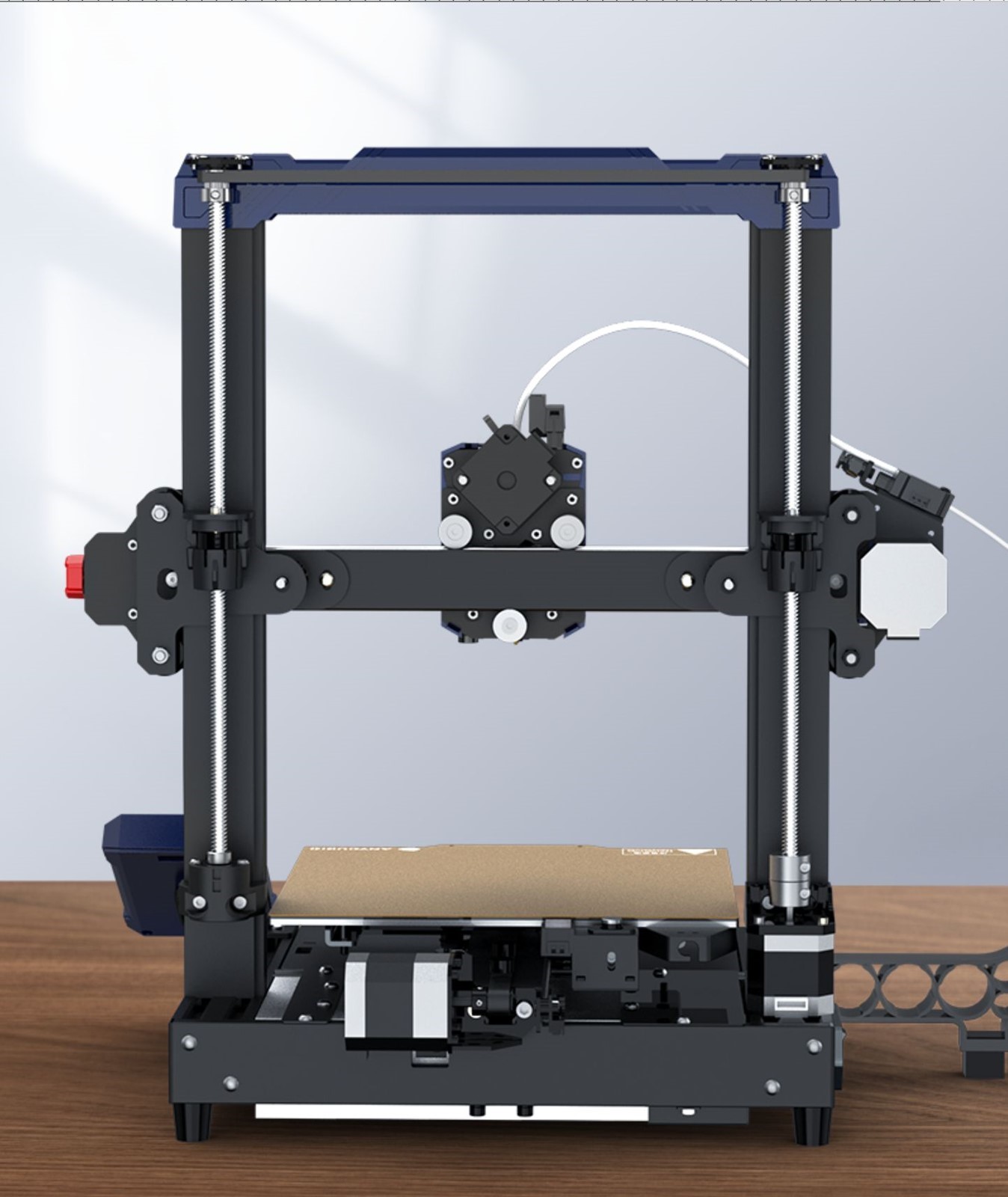
Izuzetno solidna hardverska osnova

Same konstrukcije pisača što se tiče, iako na prvi pogled izgleda slično onoj Nea ili drugih 3D pisača u tom rangu, detalji su ti koji ga izdvajaju od konkurencije.
Za početak, za pomak Z-osi koriste se dva sinkronizirana vijka („špindla“), ali jedan stepper. Oba vijka su stabilizirana držačima na gornjem kraju kako bi se izbjegle rezonance kod većih brzina ispisa.
Umjesto uobičajenih gumiranih kotačića koji klize po alu-profilima i pomiču X i Y osi ispisa, ovdje imamo posve metalne kotače na metalnoj šini koji daju veću preciznost pomaka (za ovo su, naravno, potrebne vrlo precizne tolerancije u izradi kotača i šine po kojoj se kreće) i nema trošenja gume na kotačima koja sama po sebi može biti izvor problema koji je trebala riješiti – upijanje nejednakosti i neravnina pri pomaku.

Kontrola ispisa vrši se preko kolor LCD ekrana (4,3“) osjetljivog na dodir koji je dovoljno kontrastan i svijetao za korištenje u svim uvjetima i ispod svakog osvjetljenja. Mali problem, koji zamjeramo i ranije recenziranom Neo modelu je sučelje koje „skriva“ neke od mogućnosti podešavanja Marlina, a koje ovaj firmware inače dozvoljava svojim korisnicima, posebno modificirane („jailbreakane“) verzije kao one od TinyMachinesa. Ovdje se sučelje prema korisniku pokušava „ispeglati“ da bi bilo jednostavnije i manje zbunjujuće, ali onda oni koji bi sami prčkali po njemu nemaju tih mogućnosti nego im ostaje koristiti unaprijed zadane postavke koje obično sputavaju naprednije korisnike. Naravno, ako imate ovaj pisač USB-om spojen na računalo, preko poznatog Pronterfacea, OctoPrinta ili bilo kojeg drugog namjenskog programa za upravljanje 3D pisačima (uključujući i slicere poput Cure, S3D ili MatterControla i drugih) možete direktno upravljati ovim opcijama bez ikakve interakcije s kontrolama na LCD ekranu.
Kao što sa slike možete vidjeti, držač špule s filamentom se montira bočno na okvir, što ima svojih prednosti i mana.
Osnovna prednost ovakvog nosača u odnosu na one koji se montiraju na prečku (gantry) pisača je očita – veća stabilnost. Ne radi se, naravno, o stabilnosti špule s filamentom, već o stabilnosti samog pisača kojemu pomicanje težišta naviše, prema masi špule, sigurno ne pomaže kod većih brzina ispisa gdje masa na vrhu pisača tijekom rada vibrira i stvara vidljiv uzorak po vertikali predmeta na ispisu.

Mana bočnog držača je što veće špule od 2,5, 3 i 4 kg filamenta jednostavno ne stanu na ovaj nosač, odnosno dodiruju radnu površinu na kojoj se pisač nalazi. Ovo se eventualno, ovisno o mjestu gdje se nalazi, može riješiti pomicanjem pisača na rub tako da špula i nosač vire preko ruba, ali ne i za najveće špule.

Srećom, na gornjoj prečki nalaze se matice za instalaciju nosača špule, ali priloženi nosač nema mogućnost (bez prerade) pričvršćivanja vijcima za ove matice, pa ćete ili preraditi postojeći; napraviti novi namjenski nosač ili iskoristiti nosač koji ste dobili s nekim drugim pisačem.
Ukoliko stvarno koristite veće špule za ispis, mi bismo svejedno savjetovali izbjegavanje gornjih nosača u potpunosti i držanje špule na nosaču fizički odvojenom od pisača.
Firmware
Kako smo na test dobili pisač koji još nije u prodaji, moguće je da će se firmware do izlaska na tržište još nadograđivati pa naša najveća zamjerka pisaču – ponašanje kod nastavka prekida ispisa – više neće biti aktualna, ali svejedno je spominjemo jer je to jedina konkretna zamjerka u radu koju smo uspjeli naći.
Naime, kao većina novijih pisača i Kobra 2 ima detektor nestanka filamenta i firmware (Marlin) koji zna da što raditi kada senzor detektira da ga nema. Međutim, to radi pomalo čudno.
Senzor ispravno reagira nestanak filamenta; ispis se trenutno obustavlja i na ekranu se pojavljuje poruka da ga se zamijeni, uz održavanje temperature sapnice i grijane podloge, te se sapnica podiže od trenutnog mjesta ispisa za nekih 2 centimetra. (Usput, poruka o nestanku filamenta na LCD-u, kojoj prethodi signalno pištanje, je pomalo neobična jer kaže da je „filament insufficient“ ili „sensor malfunctioning“? Ovo je prvi puta da vidimo takvu poruku kad treba jednostavno napisati – „change filement“ ili „filament missing“.)
Kada smo ponovo umetnuli filament u sistem, bilo bi dobro kada bi se ispisna glava pomakla u neki od kuteva bez mijenjanja visine (donji lijevi, „home“, odnosno početni kut pisača) istisnula novi filament (prednabijanje sapnice – „priming“) dala nam mogućnost da ga obrišemo i onda se vratila na mjesto ispisa i nastavila. Umjesto toga mlaznica ostaje nad samim mjestom ispisa, nema „priminga“ grijaće komore (moramo ručno između bowdena i senzora gurati s dva prsta filament što nije uvijek lako posebno kod nižih temperatura ispisa) a s drugom rukom otpustiti polugu koja regulira direct-drive mehanizam na ispisnoj glavi dok ne vidimo da novi filament izlazi, a potom ga, u vrlo malom prostoru između već ispisanog dijela predmeta i sapnice, nekako obrisati da se ne zalijepi za ispis. Tek nakon toga pritisnemo „Resume“ na kontrolnom LCD panelu.
Ovakvo ponašanje je tim čudnije jer firmware pisača ima program za izmjenu filamenta (koji se može dobiti, ali ne iz izbornika kada je pisač u radu, već samo iz izbornika za pripremu prije ispisa) koji radi bez greške – na prvi pritisak na „OK“ na ekranu postojeći ostatak filamenta se izbacuje iz mehanizma, kod uvođenja novog filamenta u bowden-cijev i guranja do mehanizma pritisak na „OK“, drugi puta uvlači filament u grijaću komoru i na treći pritisak prestaje uvlačenje filamenta.
Dakle, bilo je dovoljno ispisni izbornik povezati s postojećom rutinom u firmwareu i sve bi bilo puno elegantnije nego jest.
Ovime bismo otprilike završili pritužbe na trenutno stanje firmwarea.
Ukupan dojam
Iako je pisač kod nas na testu bio rana verzija koja još nije u prodaji, priznajemo da smo oduševljeni performansama i mogućnostima.
Ponajprije, Kobra 2 nudi začuđujuće brz ispis. Deklariranih 150 mm/s stvarno je 150 mm/s – s ovom maksimalnom brzinom ispisa dobivaju se stvarno kvalitetni ispisi kako u najfinijoj rezoluciji (0,1 mm), tako i u svim manjim rezolucijama. Ovo je bitno drugačije od većina FDM pisača na tržištu kojima su deklarirane maksimalne brzine ispisa zapravo samo prepisane konvertirane maksimalne brzine steppera, a sam ispis često ni izdaleka nije u tom rangu.

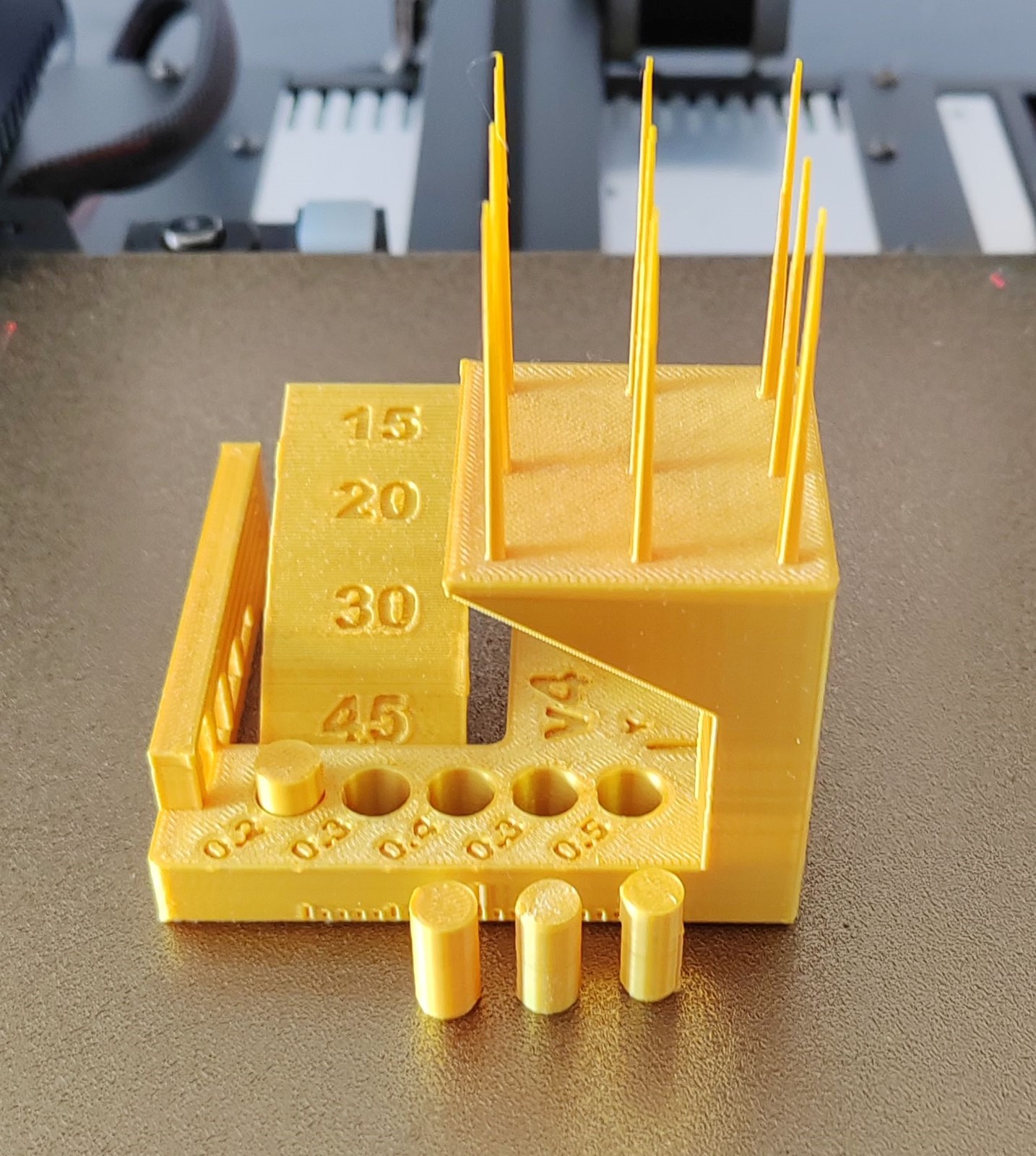
Drugo, bez obzira koji smo filament koristili, najobičniji bijeli „ECO“ PLA za 22 eura kilogram s 3DJakea ili Anycubicovu špulu svilenog zlatnog filamenta (zbog svoje naravi – ekspanzije pri ispisu i posebne teksture svi svileni – „silky“ filamenti uvijek daju predmeta koji izgledaju bolje ispisani nego oni običnim filemantom) ispis je uvijek ispao izvrsno i to ne samo po vizualnom dojmu nego i po tehničkih karakteristikama.
Na slikama uz tekst možete vidjeti primjere funkcionalnih ispisa koji su bez ikakvog dodatnog kalibriranja savršeno pasali iz prve na osnovu postavki u Prusa Sliceru.
Usput, za razliku od Kobre Neo s našega testa koja je dolazila s konfiguracijskom datotekom za Curu, s ovim pisačem smo dobili konfiguracijsku datoteku za Prusa Slicer koji smo koristili u verzijama 2.5.5 (stabilna i trenutno važeća verzija) i 2.6 alpha verzija koja donosi „organske“ skele („tree support“ iz Cure) i još neke finese koje ovaj izvrsni slicer čine još boljim. Doduše, u alpha verziji preveliki broj automatski generiranih organskih skela dovodi do rušenja slicera, ali takvo što je i za očekivati od alphe.
Općenito je dojam da je Prusa trenutno daleko najbolji dostupan slicer, a kako je posve besplatan, pa je cijena vjerojatno svakome prihvatljiva, ako već niste, savjetujemo vam da ga isprobate.
Na koncu, najvažniji razloga za odabir ovoga pisača bio bi jednostavnost podešavanja zahvaljujući LeviQ 2.0 tehnologiji koja posve eliminira potrebu za ručnim podešavanjem z-offseta i bilo kakvim prtljanjem sa špijunima ili komadima papira između sapnice i ispisne podloge što je pradavna navika korisnika 3D pisača. Prvi pisač koji smo imali na testu gdje je, barem za sada, svaki ispis uspio iz prve, a napravili smo ih s njime na desetke. Ne sumnjamo da će biti i onih ispisa koji će zahtijevati više truda – objekti složene vanjske geometrije i one unutar zatvorenih struktura objekta gdje je teško pogoditi iz prve gdje i kako postaviti skele, ali za sada – bez premca.
Po cijeni koja je usporediva s prvom Kobrom, ovaj pisač daleko iskače van svog cjenovnog razreda kvalitetom, brzinom i pouzdanošću.
Ako se tek namjeravate otisnuti hobistički u 3D ispis, svakako ga preporučam jer je baratanje njime posve riješeno frustracija tipičnih za devet desetina drugih pisača, čak i onih vrlo dobrih, u ovoj cjenovnoj kategoriji.
Ako imate kakvu radionicu za 3D ispis, savjetovali bismo vam ne jedan, nego pet Kobri 2 – ulaganje će se sigurno isplatiti zbog brzine i pouzdanosti ispisa u razmjerima koji su u ovom cjenovnom razredu za sada jedinstveni. Za ovaj cjenovni razred s preporučenom maloprodajnom cijenom od 309-319€ za EU (što znači da će se u dućanima na webu sigurno naći i po nižim cijenama), gdje prodaja počinje od lipnja, ovaj pisač jednostavno nema konkurencije.

Anycubic Kobra 2
- izuzetno pouzdan ispis
- brz
- tih
- LeviQ 2.0 jamči nivelaciju iz prve
- jednostavan za uporabu
- kompaktan
- nema